TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Bù dao trong lập trình CNC là một điều rất quan trọng mà bạn cần phải biết khi học Phay CNC. Việc bù dao sẽ giúp cho việc đơn giản hóa quá trình viết code, lúc đó bạn chỉ cần viết code theo đúng như bản vẽ thiết kế.
Bù dao phay CNC có 2 dạng cần quan tâm là bù bán kính dao và bù chiều dài dao.
Về bù chiều dài dao thì bạn có thể tham khảo ở bài viết trước đó của trung tâm CAMMECH theo link sau:
>> Xem thêm: Cách sử dụng G43, G44 bù chiều dài dao trong Phay CNC
Còn ở bài viết này chúng ta sẽ tìm hiểu kỹ về bù bán kính dao trong phay CNC.
Bù bán kính dao là tính năng của máy cnc cho phép lập trình biên dạng theo chính xác kích thước của bản vẽ khi đó tâm dao sẽ nằm cách đường lập trình một khoảng (bằng bán kính) dao cắt. Hệ thống tính toán quỷ đạo tâm dao nhờ vào việc khai báo đường kính hoặc bán kính dao trên máy cnc.
Để cho tâm dao cách đường lập trình một khoảng, người ta thực hiện một công việc gọi là bù trừ bán kính dao, hay còn gọi là offset dao.
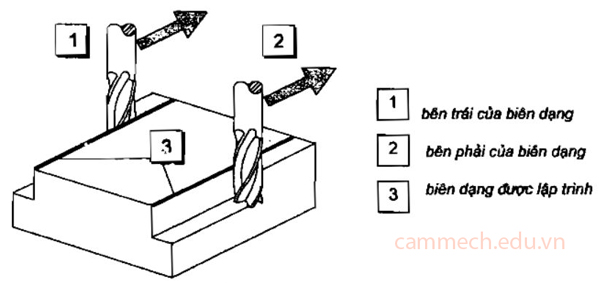
Việc offset dao có thể bên trái biên hay bên phải biên dạng lập trình được quy định bởi các mã code sau:
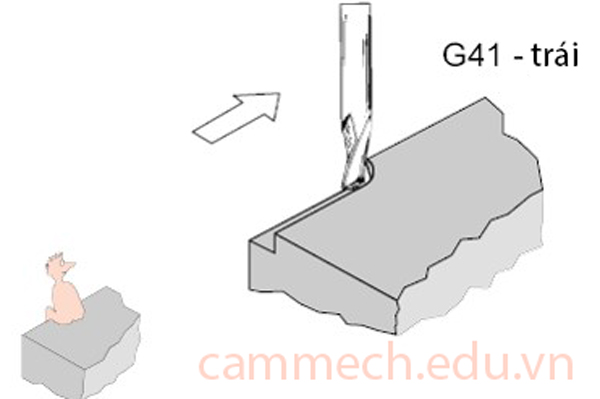
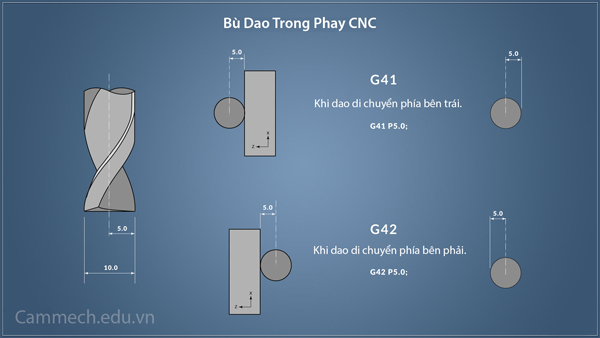
G41: Bù dao trái là dụng cụ được di chuyển sang bên trái của đường lập trình.
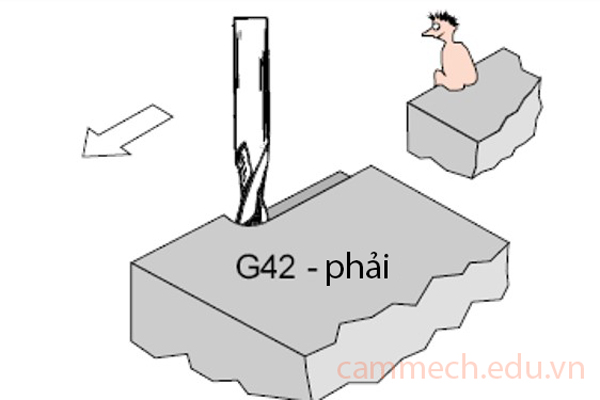
G42: Bù dao phải là dụng cụ được di chuyển sang bên phải của đường lập trình.
G40: Hủy bù trừ là hủy bỏ chức năng của G41 hoặc G42.
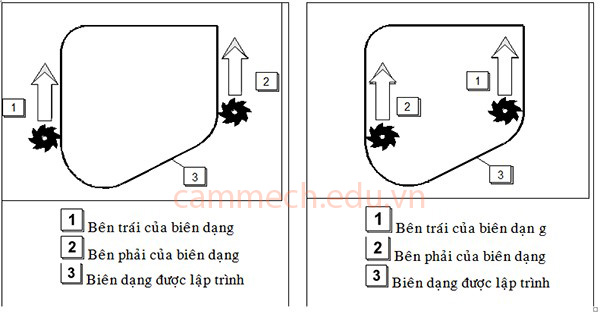
Khi lập trình CNC, chúng ta thường sử dụng kiểu phay thuận. Đây cũng là yếu tố để xem xét hướng chạy dao để quyết định áp dụng bù dao theo mã G41 hay G42.
Khi bạn muốn hủy bù dao thì sử dụng mã lệnh G40. Để quản lý một cách tốt nhất chương trình CNC của mình thì kết thúc từng phần của chương trình thì chúng ta sử dụng mã lệnh G40 để tắt bù dao.
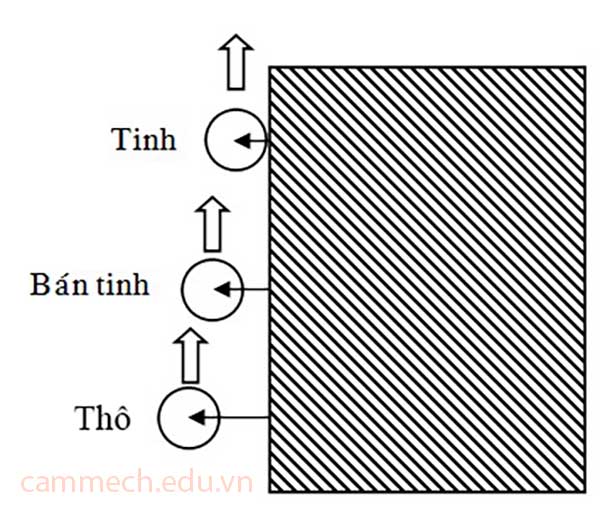
Có thể lợi dụng lệnh bù trừ bán kính dao để thực hiện việc gia công thô và gia công tinh cho cùng một chương trình NC.
G01 (G00) G41 (G42) X_Y_D_;
Trong đó:
X,Y là vị trí điểm đến.
D là vị trí offset (các bạn phải khai báo giá trị này trong bảng Offset của máy CNC).
Ngoài cách sử dụng mã lệnh G41, G42 thông qua việc khai báo D như trên thì chúng ta có thể sử dụng cách sử dụng giá trị P như sau:
G41 (G42) P5.0;
Trong đó: P là giá trị mà chúng muốn máy bù dao theo lượng này. Như ở trên là P=5.0(mm).
Cách sử dụng này thường áp dụng cho các máy CNC Mini không có bảng dao để offset.
Để có thể sử dụng bù dao trong phay CNC một cách chính xác, tránh hiện tượng cắt lẹm thì bạn phải tuần thủ đúng các nguyên tắc sau:
Bắt đầu và kết thúc việc bù trừ luôn là chuyển động thằng.
Việc tùy chọn G41 hay G42 còn phụ thuộc vào biên dạng lập trình và hướng cắt ( thuận hay nghịch)
Để việc bù trừ chính xác phải nhập bán kình dao (R) vào bảng Offset geometry.
Quãng đường kích bù phải lớn hơn bán kính dao.
Lưu ý:
Việc tính toán đường chạy dao sẽ đơn giản hơn rất nhiều.
Cùng một chương trình có thể sử dụng cho nhiều loại đường kính dao khác nhau.
Có thể sử dụng thông số bán kính trên bản offset để kiểm soát và điều chỉnh kích thước chi tiết.
Không thể bật tắt bù dao trong khi thực hiện chuyển động tròn (G2, G3).
Không thể bặt tắt bù dao khi di chuyển trục Z.
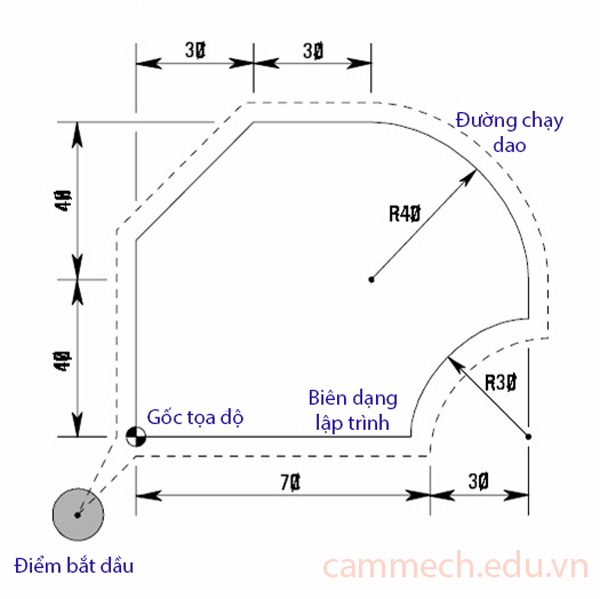
Để có thể giúp các bạn hiểu rõ hơn về mã lệnh bù dao trong phay CNC, CAMMECH đưa ra một ví dụ về lập trình phay CNC sử dùng bù trừ dao như sau:
Code lập trình:
O1234
N171 G00 X-15. Y-15. Z5.0;
N172 G01 Z0.;
N172 G41 X0. Y0. F100.D1; (Khởi động Di chuyển)
N173 Y40.;
N174 X30. Y80.;
N175 X60.;
N176 G02 X100. Y40. R40.;
N177 G01 Y30.;
N178 G03 X70. Y0. R30.;
N179 G01X0.;
N180 G40 X-15. Y-15.; (Hủy di chuyển)
N190 G00 Z50.
Ngoài ra các bạn có thể tham khảo cách sử dụng G41, G42 để bù dao trong Tiện CNC bằng cách đọc bài viết sau đây.
>> Xem thêm: Bù Trừ Bán Kính Dao Tiện CNC
Chúc các bạn thành công!
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

