TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
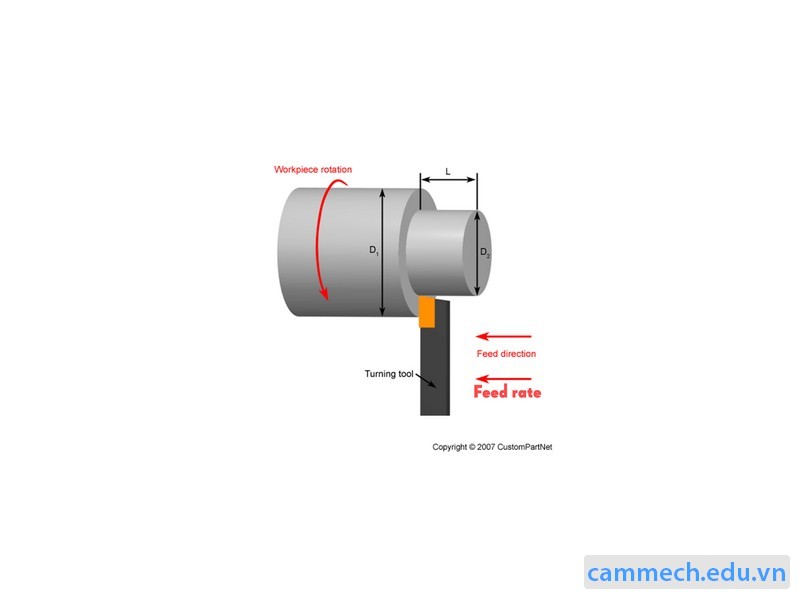
Tốc độ cắt hay còn được gọi là tốc độ bề mặt có thể hiểu đơn giản đây là tốc độ mà dụng cụ cắt di chuyển trên bề mặt phôi.
SFM và RPM có mối liên hệ với nhau có thể hình dung dễ dàng khi liên tưởng đến máy tiện, nếu phôi càng nhỏ thì tốc độ bề mặt càng nhỏ, tương tự nếu dao càng nhỏ thì tốc độ bề mặt càng nhỏ.
Tốc độ cắt phụ thuộc chủ yếu vào loại vật liệu bạn đang cắt và loại công cụ cắt bạn đang sử dụng.
* Độ cứng của vật liệu làm việc có liên quan rất nhiều đến tốc độ cắt được đề xuất.
Vật liệu làm việc càng cứng, tốc độ cắt càng chậm.
Vật liệu làm việc càng mềm, tốc độ cắt được đề xuất càng nhanh.
.jpg)
* Độ cứng của vật liệu dụng cụ cắt cũng sẽ có liên quan rất nhiều đến tốc độ cắt được đề nghị.
Dụng cụ có vật liệu càng cứng, tốc độ cắt càng nhanh.
Dụng cụ cắt có vật liệu càng mềm, tốc độ cắt được đề nghị càng chậm.
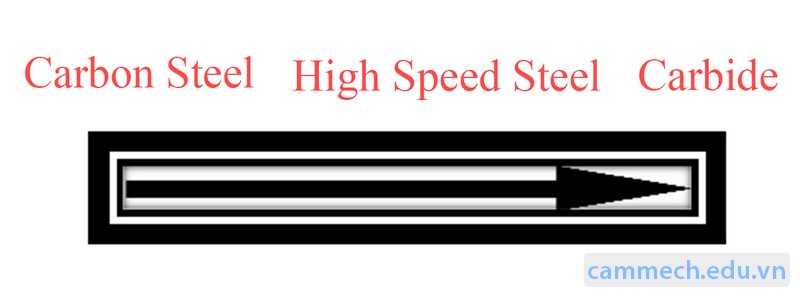
Chọn tốc độ cắt dựa trên độ cứng của dụng cụ cắt:
|
Loại Vật Liệu |
Tốc Độ Cắt (SFM) |
|
Low Carbon Steel |
40-140 |
|
Medium Carbon Steel |
70-120 |
|
High Carbon Steel |
65-100 |
|
Free-machining Steel |
100-150 |
|
Stainless Steel, C1 302, 304 |
60 |
|
Stainless Steel, C1 310, 316 |
70 |
|
Stainless Steel, C1 410 |
100 |
|
Stainless Steel, C1 416 |
140 |
|
Stainless Steel, C1 17-4, pH |
50 |
|
Alloy Steel, SAE 4130, 4140 |
70 |
|
Alloy Steel, SAE 4030 |
90 |
|
Tool Steel |
40-70 |
|
Cast Iron–Regular |
80-120 |
|
Cast Iron–Hard |
5-30 |
|
Gray Cast Iron |
50-80 |
|
Aluminum Alloys |
300-400 |
|
Nickel Alloy, Monel 400 |
40-60 |
|
Nickel Alloy, Monel K500 |
30-60 |
|
Nickel Alloy, Inconel |
5-10 |
|
Cobalt Base Alloys |
5-10 |
|
Titanium Alloy |
20-60 |
|
Unalloyed Titanium |
35-55 |
|
Copper |
100-500 |
|
Bronze–Regular |
90-150 |
|
Bronze–Hard |
30-70 |
|
Zirconium |
70-90 |
|
Brass and Aluminum |
200-350 |
|
Silicon Free Non-Metallics |
100-300 |
|
Silicon Containing Non-Metallics |
30-70 |
Tốc độ trục chính trong gia công được hiểu là tốc độ trục chính của máy CNC. Đối với máy tiện CNC nó sẽ là tốc độ mâm cập và phôi đang quay, đối với máy phay nó là tốc độ của dụng cụ cắt khi đang quay.
Khi xác định được tốc độ cắt bằng cách dựa vào vật liệu của dụng cụ cắt thì tốc độ trục chính có thể xác định được vì nó phụ thuộc vào tốc độ cắt và đường kính dụng cụ cắt.
Công thức cụ thể:
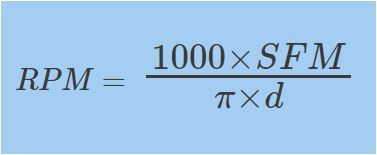
Trong đó:
RPM ( n ) : Tốc độ vòng quay trục chính (vòng/phút)
SFM ( CS ): Tốc độ cắt (m/phút)
d: Đường kính dụng cụ cắt (mm)
Bảng tốc độ cắt của một số loại vật liệu cho dụng cụ cắt HSS
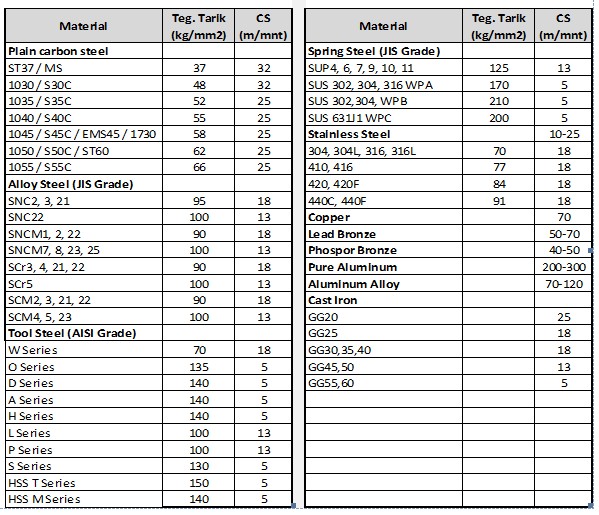
Lưu ý:
Tốc độ cắt cho dụng cụ cắt Carbide =2 x CS HSS Cutter
Đối với khoan tốc độ cắt = 0.5 x CS HSS Cutter
Đối với dao doa CS = 0.25 x CS HSS Cutter
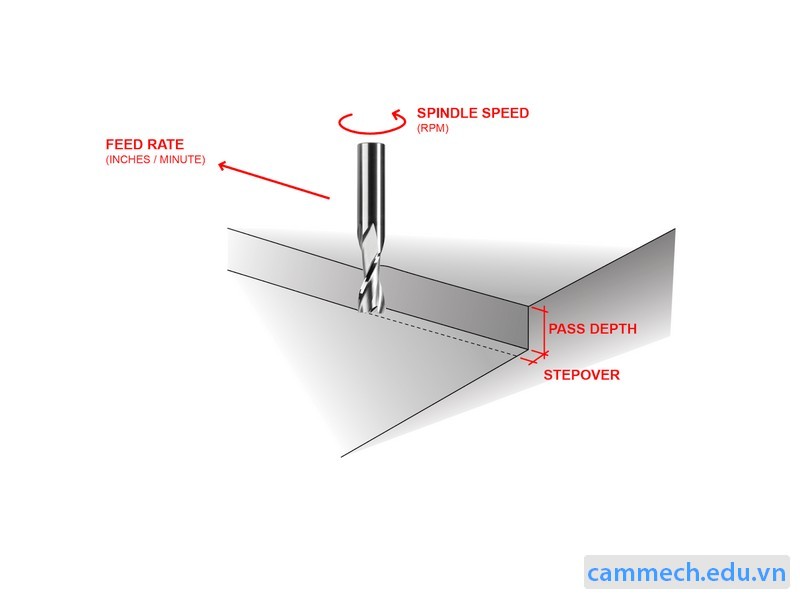
Feed rate / F (mm/ph) trong quá trình phay là lượng ăn dao trên một phút cho mỗi răng nhân với số lượng răng và vòng quay của trục chính.
F=Sz.Z.RPM
Trong đó:
F: Bước tiến dao (mm/ph)
Sz: Lượng ăn dao trên một răng (mm/tooth)
Z: Số răng
RPM: Số vòng quay trục chính (vòng/ph)
Bảng lượng ăn dao trên một răng hệ mm tham khảo:
.jpg)
Ví dụ về tính toán chế độ cắt trong gia công CNC:
Sử dụng dao HSS End mill với đường kính dao là 20mm có 4 me dao. Vật liệu phôi là Stainless Steel 304. Tính toán số vòng quay trục chính và F?
CS = 18 m/ph
Sz = 0.05 mm/tooth
D = 20 mm
=> RPM = 286.4 (vong/ph)
=> F= Sz.Z.RPM
F = 0.05 x 4 x 286.4 = 57.28 (mm/ph)
Kết Luận:
Việc lựa chọn chế độ cắt còn phụ thuộc vào nhiều yếu tố cơ sở hạ tầng khác như máy cnc, dao cụ, nguyên công lập trình. Vì vậy chúng ta có thể tham khảo các công thức phía trên để thay đổi cho phù hợp.
Tham khảo các khóa học CNC ở link sau đây: Khoá học vận hành máy CNC
Chúc các bạn thành công!
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn


