TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Nếu bạn chưa biết gì về bù dao Tiện CNC hay chưa nắm vững kiến thức về cách sử dụng G41, G42, G40 trong học lập trình Tiện CNC thì bài viết này sẽ giúp ích được cho bạn.
Hãy lưu bài viết này lại vì chắc chắn sau khi đọc xong bài viết này, chắc chắn có lúc nào đó bạn sẽ phải coi lại nó để giúp bạn lập trình Tiện CNC hệ Fanuc.
Một bài viết đầy đủ giải thích rõ về cách offset bán kính dao tiện CNC và có ví dụ, hình ảnh minh họa để các bạn có thể dễ hiểu hơn.
Với phay CNC thì bán kính dao phay được tính toán để bù trừ bán kính so với tâm dao. Còn khi Tiện CNC thì bán kính R mũi dao (chíp dao – insert) được dùng để bù dao Tiện CNC để đảm bảo độ chính xác sản phẩm gia công.
Bù trừ bán kính mũi dao tiện CNC tức là chúng ta sẽ thực hiện offset bán kính mũi dao để bù đắp phần bị thiếu hụt.
Mũi dao thực tế thường ở góc sẽ có bán kính R nhất định. Hình sau đây mô tả các góc điển hình của dao tiện.
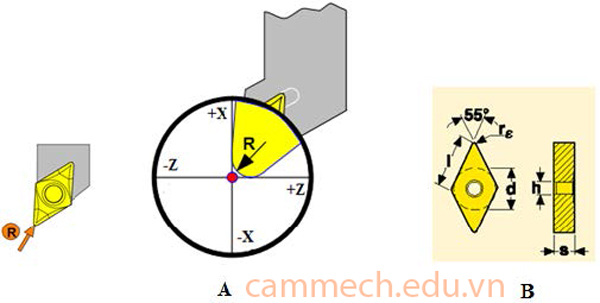
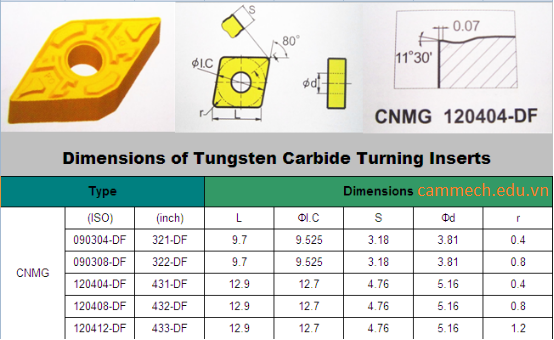
Giá trị bán kính mũi dao R lớn nhỏ tùy theo loại dao và do hãng sản xuất dao quyết định. Chúng ta có thể tra thông số R dao qua catalogue của hãng dao.
Ví dụ: Dao tiện CNC dùng để tiện mặt trụ ngoài, trong, tiện ren,…thường có bán kính đầu mũi dao là: 0.1; 0.2; 0.4; 0.8; 1.2; 1.6 mm.
Nếu không sét dao Tiện CNC có đảm bảo độ chính xác cho sản phẩm không?
Việc thiết lập tọa độ sét dao (X0. , Z0.) thực chất là một điểm tham chiếu vì vị trí điểm này chính là đường bao tiếp tuyến với bán kính mũi dao.
Về mặt lý thuyết không cần bù dao Tiện CNC nếu chỉ lập trình theo hướng dọc trục x hay z. Nhưng trên thực tế nếu không có bù trù bán kính mũi dao thì các cạnh vát hay những đoạn côn sẽ không chính xác.
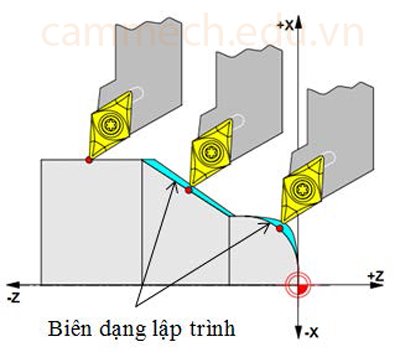
Bạn có thể thấy sẽ gây ra sai số (phần màu xanh ở hình trên) khi dao chỉ di chuyển theo biên dạng lập trình và mũi dao tưởng tượng nằm cách chíp dao một đoạn.
Phần thiếu hụt này sẽ được giải quyết bằng cách bù trừ bán kính dao (offset bán kính dao).
Để có thể bù trừ bán kính dao Tiện CNC thì bạn phải làm theo 2 bước sau:
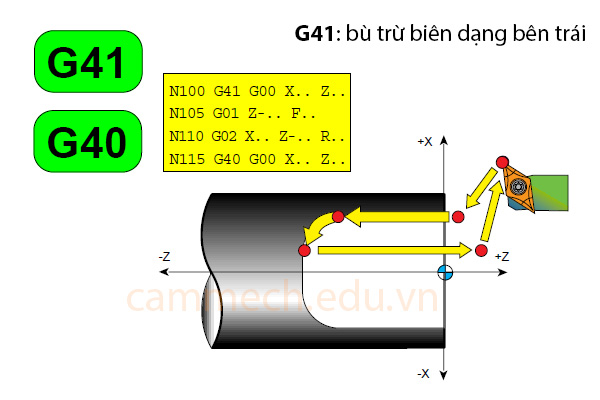
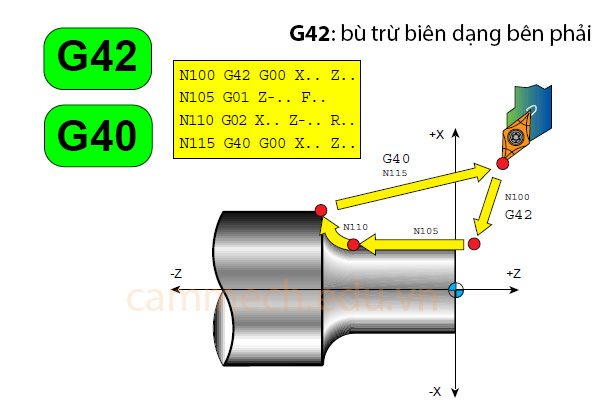
Bước 1: Sử dụng lệnh G41 hoặc G42 trong chương trình CNC.
Bước 2: Khai báo thông số bán kính mũi dao và hướng dao trên máy Tiện CNC.
Các lệnh bù trừ bán kính dao tương tự được dùng cho cả máy phay CNC và máy tiện CNC.
Sự khác biệt giữa phay và tiện khi bù dao là cấu trúc lệnh không dùng địa chỉ D mà được lưu trong offset geometry khai R (bán kính mũi dao).
G41: Bù trừ biên dạng bên trái.
G42: Bù trừ biên dạng bên phải.
G40: Hủy bù trừ bán kính dao.
Xác định và khai báo bán kính mũi dao R:
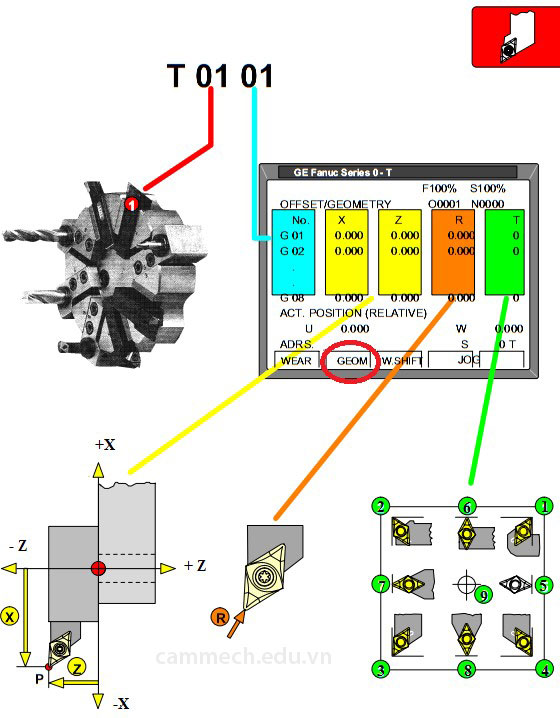
Việc xác định bán kính R của mũi dao Tiện CNC thì rất đơn giản bằng cách tra thông số chíp dao (insert) và nhập khai báo vào bảng Geometry ở cột R của máy Tiện CNC.
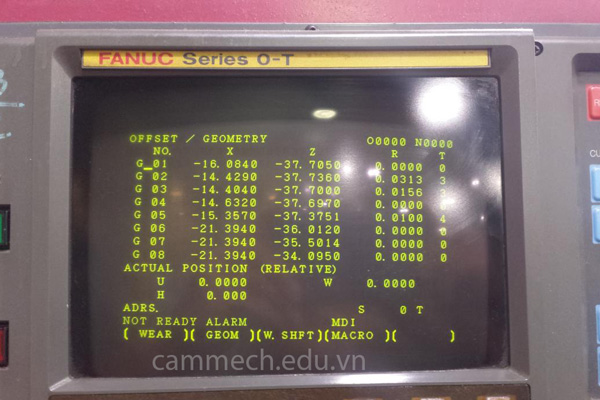
Xác định và khai báo hướng dao T:
Hướng đầu dao được khai báo trong quá trình thiết lập, khai báo trong bảng Geometry tại cột T.
T - tương ứng với vị trí hướng đầu dao theo hình bên dưới (hệ máy CNC fanuc).
Hướng dao này là hướng nhìn từ tâm bán kính mũi dao và quyết định bởi hướng cắt của dụng cụ trong quá trình gia công.
Chúng ta có 8 hướng được ký hiệu và quy định như sau:
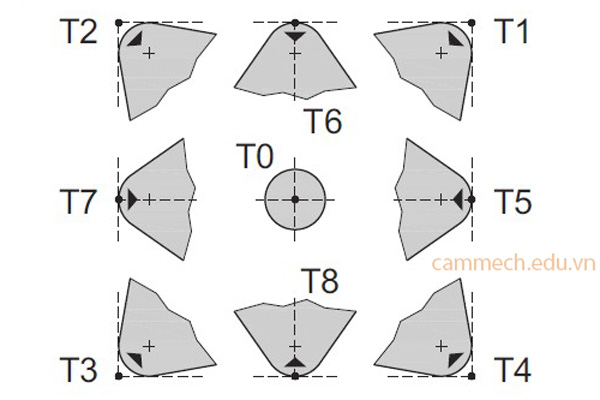
Chú ý: Vị trí T0 có thể là T9.
Để có thể hiểu rõ hơn về cách bù dao Tiện CNC thì các bạn có thể tham khảo ví dụ sau đây:
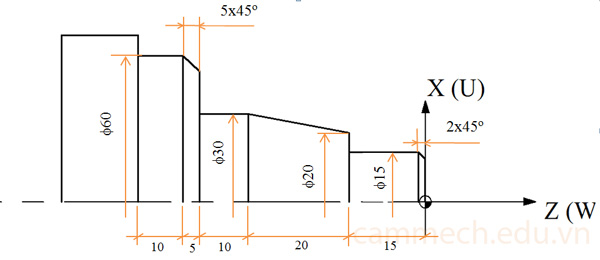
Chương trình lập trình Tiện CNC sử dụng G42, G40
%
O.......... ;
N5 T0101 ;
N10 G.... S300 M3 ;
N15 G.... S3000 ;
N20 G0 X75. Z5. ;
N25 G71 U2. R1. ;
N30 G71 P35 Q90 U0.4 W0.2 F0.2 ;
N35 G42 G0 X13. T0101 ;
N40 G01 Z0. ;
N45 X15. Z-2. ;
N50 Z-15. ;
N55 X20. ;
N60 X30. Z-35. ;
N65 Z-45. ;
N70 X50. ;
N80 X60. Z-50. ;
N85 Z-60. ;
N90 X70. ;
N95 G40 G28 U...... W......T0100 ;
N100 M....... ;
N105 M....... ;
%
Ngoài ra các bạn có thể tham khảo khóa học về CNC của CAMMECH. Đào thạo theo hình thức dạy kèm riêng từng người và học đến khi nào thành thạo, thực hành trực tiếp trên máy CNC thực tế.
Link các khóa học CNC: https://cammech.edu.vn/van-hanh-may-cnc-2-2.html
Xin chân thành cảm ơn các bạn! Chúc các bạn thành công!
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

