TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Là hệ tọa độ gắn liền với chi tiết gia công. Hệ tọa độ này thường được sử dụng khi lập trình gia công nên gọi là hệ tọa độ gia công (work coordinate system).
Để xác định hệ tọa độ gia công trong Phay CNC có hai cách sau. Cùng CAMMECH tìm hiểu kỹ 2 cách set gốc tọa độ CNC này.
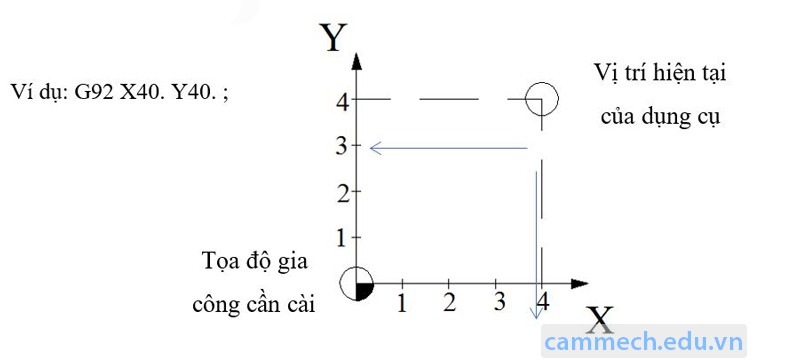
Dùng lệnh G92 (là lệnh hình thức)
Cấu trúc lệnh: G92 Xx Yy Zz ;
Trong đó: x, y, z là tọa độ hiện thời của dao so với hệ tọa độ cần cài đặt.
Khi chương trình yêu cầu sử dụng nhiều hệ tọa độ, việc thay đổi giá trị tọa độ trở nên phức tạp. Phần lớn các hệ điều khiển CNC điều có khả năng xác lập cùng một lúc nhiều hệ tọa độ làm việc bằng việc sử dụng hệ tọa độ G54 - G59.
Việc sử dụng G54 - G59 có rất nhiều ưu điểm so với G92, do vậy khi lập trình gia công đa số ta sử dụng G54 - G59 thay cho G92.
Sử dụng G54 chúng ta cần nhiều thao tác tỉ mỉ hơn đối với máy Phay CNC. Đây là góc tọa độ của hệ tọa độ gắn liền với phôi nó quyết định độ chính xác về biên dạng và kích thước của chi tiết.
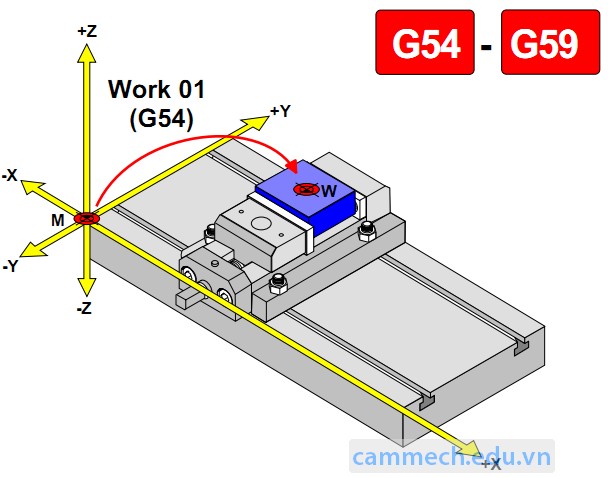
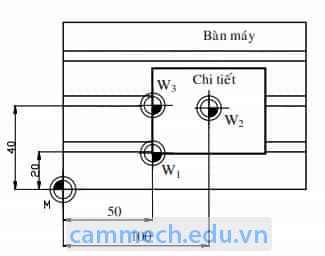
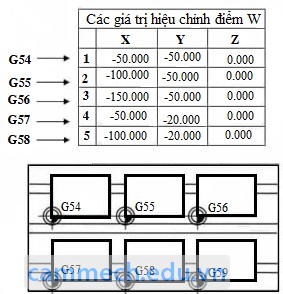
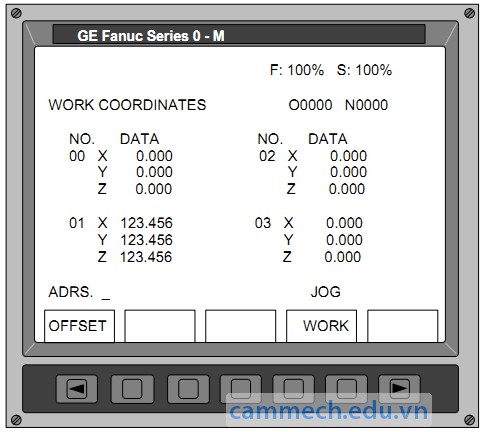
Trên máy phay CNC cho ta tới 6 hệ tọa độ phôi (G54, G55, G56, G57, G58, G59) để gọi một trong các hệ tọa độ này ta sử dụng bằng mã lệnh G-code. Điểm W của phôi do người lập trình cài đặt, những điểm này phải nằm trong phạm vi làm việc của máy và chi tiết gia công.
Bảng so sánh nhanh giữa G92 và G54-G59
| G92 | G54 - G59 | |
| Cách cài đặt |
Bằng chương trình Bằng chế độ MDI |
Bằng màn hình work offset |
| Ưu điểm |
Đơn giản, dễ cài đặt Thích hợp với hệ điều hành cũ |
Không mất khi mất nguồn điện Có thể sử dụng với hệ tọa độ cục bộ G52 |
G92 sẽ lấy vị trí hiện tại của dao làm góc phôi.
Các bước thực hiện:
Ở đây mình lấy ví dụ với phôi 100x100x40 (mm)
Dao EndMill D10
Bước 1: Chuyển mode về MDI soạn M03S300, di chuyển dao về mặt bên trái phôi và hạ dạo thấp hơn mặt đỉnh phôi.
Bước 2: Chuyển sang mode tay quay Handle và di chuyển dao vừa chạm mặt trái của phôi.
Bước 3: Nhấc dao khỏi mặt phôi và di chuyển dao về bên phải +55 ( có thể sử dụng tọa độ Relative )
Bước 4: Chuyển về Mode MDI và nhập G92X0. Sau đó chọn Start.
Thực hiện tương tự với trục Y.
Thao tác với máy CNC tương tự như G92.
Tại Bước 4 các bạn nhập trực tiếp tọa độ Xmachine vào hàng X của G54.
Và thực hiện tương tự cho trục Y.
Các bạn có thể thực hành trên phần mềm mô phỏng CNC để nắm rõ hơn trước khi thực hành với máy công nghiệp nhé.
G54 thực tế sẽ được sử dụng nhiều hơn G92 vì G92 chỉ lưu tạm thời và khi có sự cố gì đó có thể chúng ta phải thiết lập lại gốc phôi. Tuy nhiên trong một vài trường hợp máy Phay CNC không thể cài đặt G54 hay bị lỗi G54 thì có G92 để các bạn thay thế, và không làm gián đoạn công việc của bạn.
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

