TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Chương trình con CNC là một chương trình bình thường nhưng được gọi và lặp lại nhiều lần tại nhiều điểm.
Ngay cả các chương trình con CNC có thể gọi các chương trình con khác. Thông thường trong lập trình CNC, chương trình con có thể được lồng ghép tối đa bốn cấp.
Khi cần gia công lặp lại nhiều lần một mẫu biên dạng thì nên biểu diễn biên dạng đó dưới dạng chương trình con để việc lập trình đơn giản hơn. Việc sửa đổi cũng trở nên linh hoạt hơn.
Ví dụ:
- Trường hợp chúng ta cần chạy biên dạng của cái áo như trên tại 4 vị trí khác nhau.
Nếu không sử dụng chương trình con thì chương trình gộp của 4 biên dạng là rất dài và khó khi cần thay đổi sửa chữa. Nhưng nếu sử dụng chương trình con thì sẽ ngắn gọn hơn rất nhiều.
.jpg)
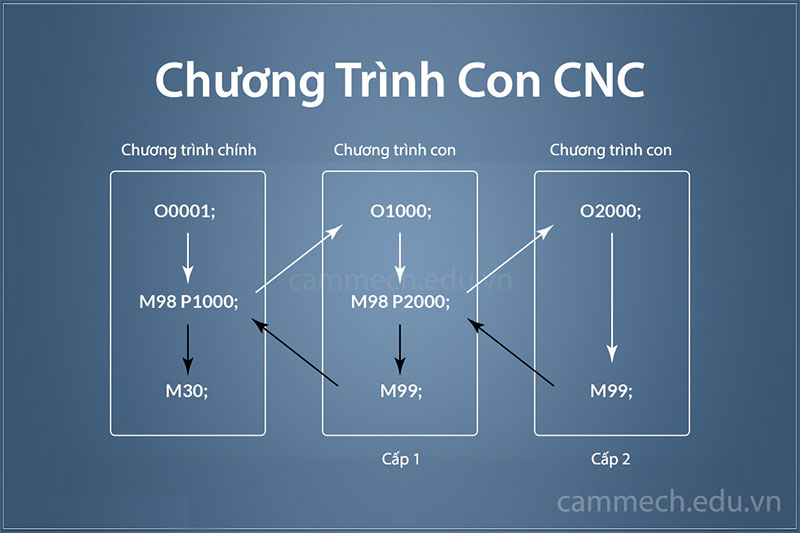
Cấu trúc một chương trình con CNC trên hệ Fanuc như sau:
.jpg)
.jpg)
Trong một chương trình chính có thể gọi chương trình con nhiều lần, và chương trình con có thể gọi chương trình cháu nhiều lần như hình dưới.
Số thế hệ tối đa có thể lòng nhau là 4. Số lần gọi tối đa một chương trình con là 999.
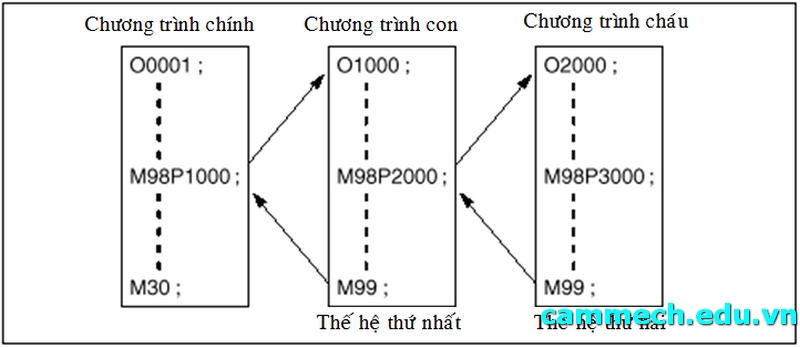
Chương trình con gọi lòng nhau là 2 thế hệ.
Lệnh M98 có thể đứng chung với lệnh chuyển động. Khi đó lệnh chuyển động sẽ thực hiện trước rồi mới gọi chương trình con.
Ví dụ: G01 X100.0 M98 P1000;
Nếu muốn sau khi thực hiện chương trình con, bạn không trở về nơi đã gọi mà di chuyển tới một dòng chương trình khác, bạn phải chỉ ra dòng chương trình cần đến sau M99 P__;
Ví dụ: sau khi thực hiện chương trình con P1010, bạn gọi tới dòng lệnh N0060 bằng cách viết như sau:
M99 P0060;
.jpg)
Kết thúc chương trình con và gọi lại chương trình chính
Dùng chương trình con để gia công CNC hốc vuông sau đây:
.jpg)
Thiết lập chế độ cắt:
Phôi 150x150x40 mm
Dao: dao phay ngón D12 mm
Tốc độ trục chính: S2500
Tốc độ xuống dao: F = 200 mm/phút.
Tốc độ chạy dao phương ngang : F = 400 mm/phút.
Chiều sâu mỗi lần cắt: 2 mm.
Lời giải bài tập chương trình con CNC như sau:
.jpg)
Bài viết trên đây giải thích toàn bộ về chương trình con CNC và ví dụ minh họa. Nếu bạn còn thắc hay muốn tìm hiểu nhiều hơn thì hãy tham khảo khóa học CNC của trung tâm CAMMECH.
Gọi ngay hotline để được tư vấn khóa học: 0903111667
Chúc bạn thành công!
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

