TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Khi lập trình Tiện CNC có hai chế độ khác nhau để lựa chọn khi điều khiển tốc độ quay. Chúng ta sẽ tìm hiểu hai mã lệnh Gcode sau:
G96 - Chế độ tốc độ cắt mặt không đổi (tốc độ trục chính thay đổi).
G97 - Chế độ tốc độ cắt mặt thay đổi (tốc độ trục chính không đổi).
Cùng CAMMECH tìm hiểu chi tiết các chế độ cắt này hoạt động như thế nào trên máy tiện CNC.
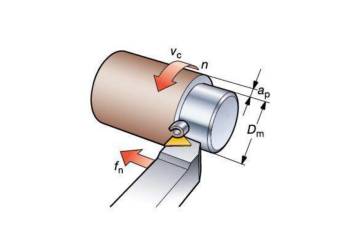
Ví dụ: G96 S200 M3;
Máy của bạn sẽ bắt đầu khởi động ở tốc độ bề mặt là 200 mét trên mỗi phút, bây giờ tốc độ RPM của bạn sẽ phụ thuộc vào vị trí đường kính của dụng cụ cắt.
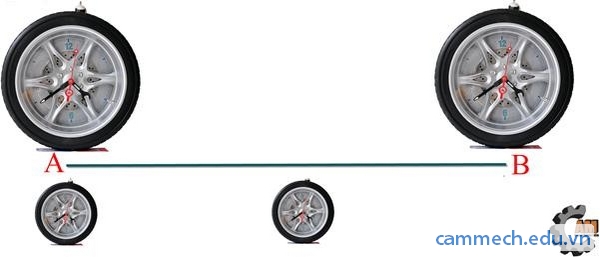
Xem hình minh họa dưới đây: Cùng một tốc độ là 200m/ph để di chuyển từ A đến B cùng một khoảng thời gian thì bánh xe nhỏ phải quay nhanh hơn bánh xe lớn.

Tương tự để tốc độ bề mặt không đổi máy sẽ tự động thay đổi tốc độ vòng quay trục chính cần thiết để quá trình cắt diển ra ở tốc độ bề mặt mong muốn.
Điều này có nghĩa máy sẽ đạt vòng quay trục chính tối đa khi dao về vị trí tâm phôi, nó sẽ làm ảnh hướng đến động cơ trục chính của bạn, vì vậy bạn cần phải giới giạn tốc độ vòng quay trục chính bằng G50.
G96 S200 M3;
G50 S2000; (Giới hạn tốc độ vòng quay trục chính không quá 2000v/ph)
Lưu ý: Khi sử dụng tốc độ quay của trục chính theo tốc độ cắt mặt không đổi G96 thì ta phải kèm theo lệnh thiết lập tốc độ vòng tối đa của trục chính G50 S_ ;
Ví dụ: G97 S2000 M3;
Đơn giản khi lặp trình với G97 thì máy của bạn sẽ khởi động măm cập với tốc độ ( RPM ) 2000 vòng trên phút và quay cùng chiều kim đồng hồ và tốc độ vòng quay không đổi trong suốt quá trình làm việc.
Khi sử dụng G97 với một tốc độ vòng quay cố định thì tốc độ bề mặt thay đổi ở mọi khoảng cách tính từ tâm.
Tốc độ bề mặt = RPM * Pi * Ø
Ở trường hợp này khi ta tiện chi tiết ở đường kính lớn hay đường kính nhỏ thì số vòng quay trục chính vẫn không thay đổi trong suốt chiều dài chi tiết.
Vì vậy khi làm việc với những chi tiết có đường kính lớn, khi dao càng về gần tâm phôi thì tốc độ bề mặt càng giảm sẽ tốn rất nhiều thời gian gia công.
|
G96 |
G97 |
|---|---|
|
Khi chi tiết có sự thay đổi đáng kể về đường kính. |
Khi cần hủy G96 |
|
Đảm bảo chất lượng bề mặt là như nhau ở mọi đường kính. |
Khi sử dụng chu trình khoan, taro, chạy ren. |
Các bạn xem ví dụ sau do học viên khóa học lập trình và vận hành máy CNC của trung tâm CAMMECH thực hành lập trình với kiểu chạy G96 và G97 để thấy sự khác biệt:
Bề mặt của chi tiết sau khi gia công tiện rất đều và đẹp.
.jpg)
Bề mặt của chi tiết sau khi gia công tiện có những sọc, vân theo từng bậc đường kính.
.jpg)
Mọi thắc mắc khác, các bạn có thể liên hệ trực tiếp với trung tâm CAMMECH để được giải thích chi tiết hơn.
Chúc các bạn thành công!
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

