TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Khi bạn vận hành hoặc lập trình gia công cho máy Tiện CNC (CNC lathe), mỗi lần thay dụng cụ cắt các bạn thường cho dụng cụ cắt về điểm X0. Z0. của máy (Về chuẩn máy, Reference position, Machine Zero hay Home positon) bằng lệnh G28 U0.W0. Hoặc cho dụng cụ cắt di chuyển cách mặt phôi một khoảng an toàn đảm bảo tại đó, khi mâm dao thực hiên thay dao không có bất cứ va chạm nào xảy ra (G0 X_.Z_.).
Nhưng có một vấn đề đặt ra rằng, hành trình trục Z của máy bạn quá dài trong khi chi tiết cần gia công lại ngắn, mỗi lần thay dụng cụ cắt lai mỗi lần phải về chuẩn máy làm "lãng phí nhiều thời gian" máy chạy không. Phôi cần gia công lại thường thay đổi kích thước, dụng cụ cắt của bạn cũng thường thay đổi dài ngắn khác nhau.
Trong đa phần máy tiện cnc hệ Fanuc, ta còn một vị trí tham chiếu thứ hai (Second reference position) mà vị trí điểm này được thiết lập trong thông số máy (Parameter). Nếu bạn am hiểu sâu về các thông số này bạn có thể thiết lập, sau đó dùng lệnh G30 để di chuyển dụng cắt về vị trí này khi cần thực hiện thay dụng cụ cắt.
Nếu bạn không có nhiều kiến thức về tinh chỉnh thông số máy, bạn chưa từng thực hiện lệnh G30 bao giờ. Hãy thực hiện theo các bước hướng dẩn của tôi sau đây để thiết lập điểm thay dụng cụ trên máy tiện cnc mà không cần can thiệp vào thông số của máy. Tôi gọi điểm này là điểm thay dụng cụ, bởi mục đích tôi viết bài này là để hướng dẩn bạn tạo ra một vị trí mà tại điểm đó ta sẽ thay đổi dụng cụ cắt.
Nếu dùng nó để ứng dụng trong trường hợp khác thì phải gọi là vị trí tham chiếu tùy chỉnh (Custom reference position) thì chính xác hơn.
Ví dụ: Ta có vị trí chuẩn máy (Home) như hình 1.
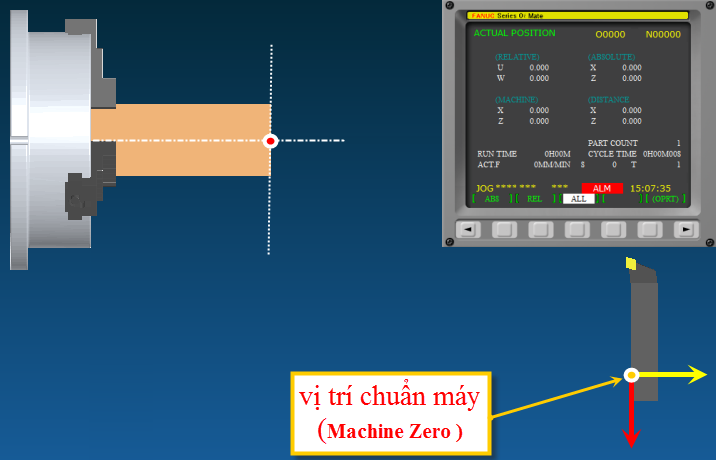
Hình 1
Ta cần tạo ra điểm tham chiếu mới (Custom reference position) như hình 2.
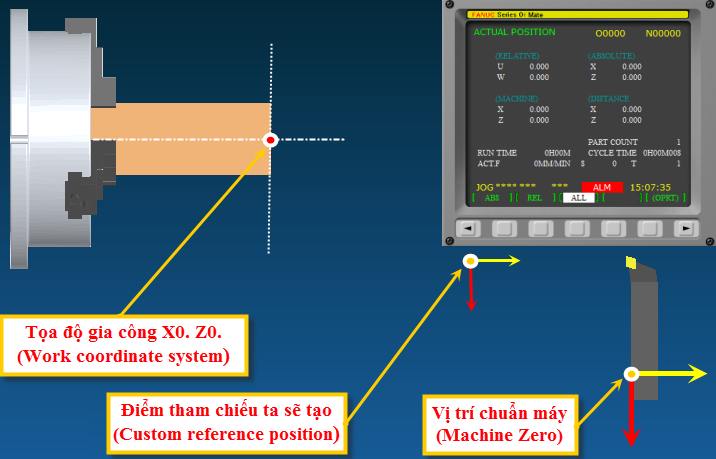
Hình 2
Điểm tham chiếu mới này tôi đặt cách so với vị trí chuẩn máy (Home) một khoảng, kích thước như hình 3.
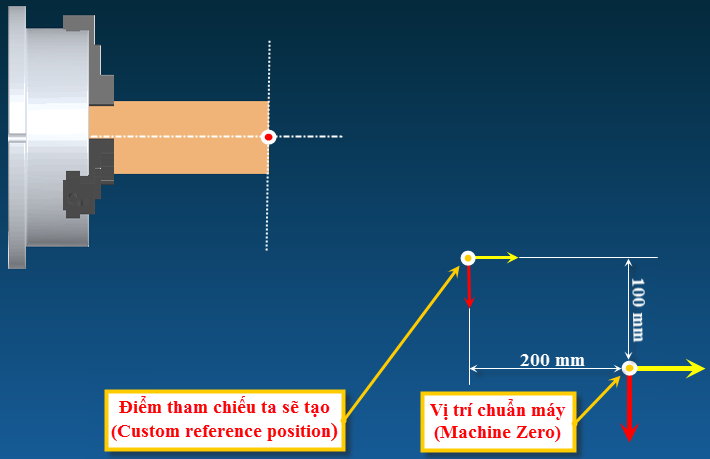
Hình 3
Để thực hiện việc này bạn tạo một đoạn mã gcode như sau:
%
O2829 ; (tên chương trình)
G10 L2 P6 X0. Z0. ; (thiết lập dử liệu tọa độ G59 là X0. Z0.)
T0000 G59 ; (hủy bù trừ hình học của dụng cụ cắt, gọi tọa độ gia công G59)
G52X-100. Z-200. ; (thiết lập tọa độ cục bộ cách tọa độ hiện hành một khoảng X-100. Z-200.)
G0X0.Z0. ; (di chuyển đến điểm X0. Z0. của tọa độ cục bộ G52)
G52X0.Z0.M99 ; (hủy họa độ cục bộ, kết thúc chương trình)
%
Bạn viết đoạn mã này vào bộ nhớ máy CNC của bạn, như những chương trình khác (vào chế độ Edit để viết hoặc Read từ thiết bị ngoài vào).
Điều duy nhất bạn cần làm sau khi đã có đoạn mã này trong bộ nhớ máy rồi là NHỚ TÊN CHƯƠNG TRÌNH này (O2829).
Và bắt đầu từ bây giờ, mỗi lúc bạn cần dụng cụ cắt trở về điểm tham chiếu bạn vừa tạo để thay đổi dụng cụ. Bạn chỉ việc gõ
:
M98P (SỐ LẦN LẬP LẠI) (TÊN CHƯƠNG TRÌNH VỪA TẠO).
Ở đây số lần lập lại là một lần và tên chương trình là O2829: M98P12829;
Nếu máy bạn gọi số lần lập lại theo L thì sửa lại cho phù hợp nhé. Thay gì phải dùng G28 U0. W0. để về chuẩn máy thì trước dòng lệnh thay dụng cụ cắt các bạn chèn dòng này vào trước. Các bạn có thể tải đoạn mã trên tại đây: O2829.
Ví dụ: Ta cần gia công chi tiết như hình 4.
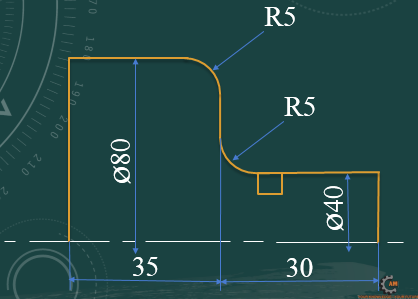
Hình 4
Phôi: đường kính 81mm, dài 95mm (cặp 30mm).
Dao 1: T0101 dụng cụ tiện mặt trụ (ixtemal turning) insert 75 độ (CNMG). Gia công thô (G71) chiều sâu cắt 1mm, lượng dư theo x 0.4mm, theo z 0.2 Gia công tinh (G70). Sau khi gia công tinh di chuyển dụng cụ về vị trí tham chiếu vừa tạo (cách điểm chuẩn máy X-100. Z-200.). Thay dụng cụ cắt T0202 tại đây.
Dao 2: T0202 dụng cụ tiện rãnh (grooving) insert width 3mm. Sau khi gia công ranh xong dao di chuyển về vị trí tham chiếu vừa tạo, dừng trục chính, kết thúc chương trình.
%
O2810 ;
M98P12829 ;
T0101 ;
G96 M3 S300 ;
G50 S3000 ;
G0 X82. ;
Z1. ;
G71 U1. R0.5 ;
G71 P1 Q2 U0.4 W0.2 F0.1 ;
N1 G0 X40 . ;
G1 Z-25. ;
G2 X50. Z-30. R5. ;
G1 X70. ;
G3 X80. Z-35. R5. ;
G1 Z-65. ;
N2 X82. ;
G70 P1 Q2 F0.05 ;
M98 P12829 ;
T0202 S200 ;
G0 X42. ;
Z-20. ;
G75 R0.5 ;
G75 X25. Z-25. P2000 Q2000 F0.05 ;
M98 P12829 ;
M5 ;
M30 ;
%
Các bạn có thể tải chương trình trên tại đây: O2810. Và xem hướng trực tiếp trên Yotube.com
Chúc các bạn thành công!
-----------------------------------
TRUNG TÂM CAMMECH
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

