TRUNG TÂM ĐÀO TẠO CAD CAM CNC CAMMECH
Nếu bạn chưa biết gì về Tiện CNC hay chưa nắm vững kiến thức về lập trình Tiện CNC thì bài viết này sẽ giúp ích được cho bạn.
Hãy lưu bài viết này lại vì chắc chắn sau khi đọc xong bài viết này, chắc chắn có lúc nào đó bạn sẽ phải coi lại nó để giúp bạn lập trình Tiện CNC hệ Fanuc.
Một bài viết khá dài giải thích rõ các chu trình Tiện CNC đầy đủ cấu trục lệnh, hình ảnh minh họa và bài tập để các bạn có thể tham khảo và thực hành.
Bắt đầu "tự học Tiện CNC" thôi nào ^^
Máy tiện CNC là máy công cụ phổ biến trong mọi xưởng cơ khí. Máy tiện CNC được dùng để gia công tạo hình các chi tiết tròn xoay. Chẳng hạn như trục, vòng chặn, bánh xe, lỗ, ren,…
Nguyên công tiện thông dụng nhất là cắt bỏ vật liệu từ phôi trục, sử dụng dao tiện để cắt mặt ngoài. Máy tiện CNC còn được dùng để gia công lỗ, cắt rãnh, cắt ren,…với dụng cụ cắt thích hợp.
Về cấu tạo máy tiện CNC không khác nhiều so với máy tiện cơ
Thay vào đó máy tiện CNC, các trục được di chuyển bằng động cơ servo giúp cho độ chính xác cao hơn.
Phần gá dao thay vì cố định như máy tiện cơ thì máy tiện CNC có đầu xoay để thay dao tự động, không cần sự can thiệp của con người nên giúp cho quá trình gia công tiện CNC trở nên nhanh hơn và chính xác hơn.
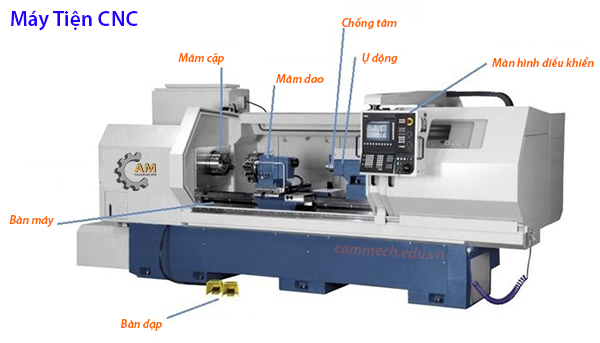
Trục chính
Mâm cặp
Chống tâm- Ụ động
Bảng điều khiển
Đài dao
Máy tiện CNC thường được chia thành 2 loại là máy tiện CNC 2 trục và máy tiện CNC 4 trục. Ngoài ra có thể chia máy tiện CNC thành các loại như: máy tiện ngang, máy tiện đứng, máy tiện hai trục chính, máy tiện cụt, máy tiện phay,…
Máy tiện CNC 4 trục là loại máy CNC vừa tiện vừa phay, dùng để gia công được nhiều chi tiết với hình dạng phức tạp.
Nhưng ở bài viết này chúng ta sẽ đi tìm hiểu về máy tiện CNC 2 trục được sử dụng phổ biến trong ngành gia công cơ khí chính xác.
Dao tiện CNC được chọn lựa theo yêu cầu, đặt điểm của bề mặt chi tiết gia công.
Phần cắt (phần làm việc).
Phần cán (phần thân).

* Phần cắt dao tiện CNC: thường dùng là các loại mảnh dao (insert) tiêu chuẩn.
Có các loại mảnh dao: hình bình hành (ký hiệu A, B, K), hình thoi (ký hiệu C, D, E, M, V), hình chữ nhật (L), hình tròn (R), hình vuông (S), hình tam giác (T), hình 3 góc (W), hình bác giác (O), ngũ giác (P), lục giác (H).
* Phần cán dao tiện CNC: được chia thành nhiều loại như:
Hệ thống dao T-MAX P: Sử dụng tiện thô, tinh ngoài và trong.
Hệ thống dao T- MAX U: Sử dụng tiện lỗ, tiện định hình.
Hệ thống dao cắt đứt T- MAX Q: Sử dụng để tiện cắt đứt, tiện rãnh trong, rãnh ngoài, rãnh mặt đầu.
Hệ thống dao tiện ren T- MAX U: Sử dụng để tiện ren trong, ren ngoài với nhiều kiểu ren và bước ren trái, phải khác nhau.
Hầu hết các máy tiện CNC được lập trình trên 2 trục: trục X, trục Z.
Quy ước:
Trục Z: dọc theo đường tâm của phôi.
Trục X: vuông góc với đường tâm phôi.
Set góc tọa độ (set dao) gia công nhằm mục đích chỉ ra tọa độ X0, Z0 trên phôi trước khi gia công chi tiết nào đó.
Set dao là một việc rất quan trọng trong tiện CNC, nó ảnh hướng đến độ chính xác gia công.
Góc tọa độ này được cài đặt bởi người vận hành máy và được đặt ở tâm của mặt đầu bên trái hoặc bên phải của chi tiết gia công, tùy thuộc vào kích thước và hướng gia công để xác định bắt đầu từ phía đầu nào.
Có nhiều cách để set gốc tọa độ gia công như sử dụng G54, G55,…G59, sử dụng G50, sử dụng G52,…Nhưng cách sử dụng địa chỉ nhớ dao (Offset Geometry) là đơn gian và giúp chúng ta quản lý được nhiều giá trị offset dao, bù trừ bán kính dao, tư thế dao,…
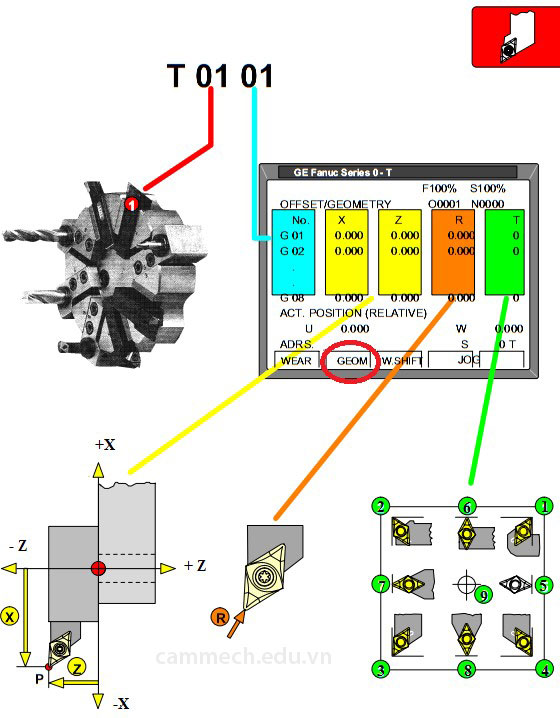
Trong tiện CNC, các bản vẽ chi tiết thường cho kích thước đường kính nhiều hơn là bán kính. Để thuận tiện trong việc lập trình thì hệ điều khiển CNC cung cấp cho chúng ta hai phương pháp lập trình theo phương X là: bán kính hoặc đường kính.
Nhưng mặc định của của máy CNC là lập trình theo đường kính, chúng ta sẽ sử dụng lập trình theo đường kính để lập trình tiện CNC.
Ví dụ: Phôi có đường kính 100mm thì xác định theo tọa độ tuyệt đối là X100.
Tương tự như phay CNC, có hai cách xác định toạ độ trong quá trình di chuyển dao: toạ độ tuyệt đối và tương đối.
Ở hệ điều khiển FANUC quy ước:
Chúng ta sẽ tìm hiểu các mã lệnh này trên hệ điều khiển thông dụng FANUC:
|
Mã Lệnh |
Chức năng |
|---|---|
|
G00 |
Chạy dao nhanh với tố độ lớn nhất của bàn máy. |
|
G01 |
Gia công theo đường thẳng. |
|
G02 |
Gia công theo cung tròn, thuận chiều kim đồng hồ. |
|
G03 |
Gia công theo cung tròn, ngược chiều kim đồng hồ. |
|
G04 |
Tạm dừng chương trình theo thời gian. |
|
G05 |
Ngừng chính xác. |
|
G10 |
Thiết lập giá trị OFF-SET. |
|
G20 |
Đơn vị chương trình “inch”. |
|
G21 |
Đơn vị chương trình “mm”. |
|
G22 |
Đóng cực hạn hành trình dao. |
|
G23 |
Tắt cực hạn hành trình dao. |
|
G27 |
Kiểm tra điểm gốc( tham khảo). |
|
G28 |
Quay về điểm gốc. |
|
G29 |
Quay trở lại từ điểm gốc. |
|
G30 |
Quay trở về điểm gốc thứ 2. |
|
G31 |
Ngừng gia công. |
|
G32 |
Gia công ren theo đường thẳng. |
|
G36 |
Tự động bù dao cho trục X. |
|
G37 |
Tự động bù dao cho trục Z. |
|
G40 |
Hủy bù bán kính mũi dao. |
|
G41 |
Bù trái bán kính mũi dao. |
|
G42 |
Bù phải bán kính mũi dao. |
|
G50 |
Đặt điểm gốc 0 của chương trình. |
|
G65 |
Gọi chương trình đơn Macro (máy CNC hệ Fanuc). |
|
G66 |
Gọi chương trình mẫu Macro. |
|
G67 |
Bỏ gọi chương trình Macro. |
|
G68 |
Lệnh đối xứng( hoặc quay tọa độ). |
|
G69 |
Bỏ lệnh đối xứng. |
|
G70 |
Chu kỳ tiện tinh. |
|
G71 |
Tiện thô dọc trục. |
|
G72 |
Tiện thô hướng kính. |
|
G73 |
Lặp theo đường Contour. |
|
G74 |
Khoan theo trục Z. |
|
G75 |
Tiện rãnh, cắt đứt. |
|
G76 |
Bàn ren, tiện ren. |
|
G90 |
Chu kỳ cắt dọc trục. |
|
G92 |
Chu trình tiện ren. |
|
G94 |
Chu kỳ cắt hướng kính. |
|
G96 |
Điều khiển tốc độ gia công không đổi. |
|
G97 |
Bỏ điều khiển tốc độ gia công không đổi. |
|
G98 |
Tốc độ gia công tính theo phút. |
|
G99 |
Tốc độ gia công tính theo vòng. |
Mã lệnh M-code tiêu chuẩn:
|
Mã lệnh |
Chức năng |
|---|---|
|
M00 |
Tạm dừng chương trình |
|
M01 |
Tạm dừng chương trình có lựa chọn |
|
M02,M30 |
kết thúc chương trình, quay lại đầu chương trình |
|
M03 |
Trục chính quay thuận |
|
M04 |
Trục chính quay ngược |
|
M05 |
Dừng quay trục chính |
|
M08 |
Bật tước nguội |
|
M09 |
Tắt tưới nguội |
|
M10 |
Đóng thủy lực với máy tiện là chấu cặp (máy FEELLER hệ fanuc series oi-MD) |
|
M11 |
Mở thủy lực máy tiện là chấu cặp (máy FEELLER hệ fanuc series oi-MD) |
|
M12 |
Đóng thủy lực máy tiện là chấu cặp (GSK 945, STK T200… ) |
|
M13 |
Mở thủy lực máy tiện là chấu cặp (GSK 945, STK T200… ) (Đối với máy Feeler hệ fanuc series -oi MD thì M12 và M13 là lệnh đóng mở thủy lực của ụ động ) |
|
M32 |
Bật động cơ bơm dầu |
|
M33 |
Tắt động cơ bơm dầu |
|
M97 |
Đếm số chi tiết |
|
M98 |
Gọi chương trình phụ |
|
M99 |
Kết thúc chương trình phụ, tiếp tục gia công theo chương trình chính |
Lập trình tiện CNC được phân biệt thành 2 phương pháp dựa vào mức độ tự động hóa các công việc lập trình như sau:
Lập trình tay (lập trình thủ công).
Lập trình tự động (bằng máy tính).
Lập trình tự động bằng phần các phần mềm như Mastercam,…giúp cho công việc trở nên đơn giản và chính xác hơn.
Các bạn có thể tham khảo: Khóa học lập trình Tiện CNC trên phần mềm Mastercam.
Nhưng để có thể làm chủ được việc lập trình tiện CNC, trong bài viết hôm nay, Cammech sẽ chỉ hướng dẫn đến các bạn các chu trình tiện CNC (Canned Cycle Lathe) để có thể giúp bạn lập trình tay CNC thành thạo và có kiến thức căn bản để có thể học lập trình tiện CNC trên phần mềm Mastercam.
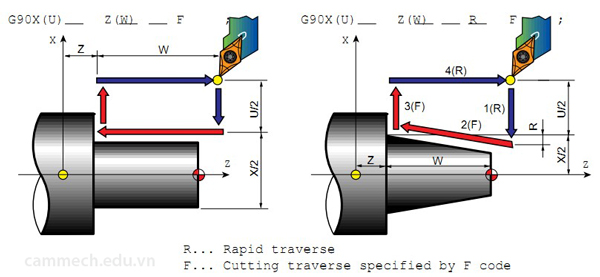
Chức năng: Tiện trụ ngoài, trụ trong, côn dọc trục.
Cấu trúc câu lệnh:
G90 X (U)__Z (W)__R__F__;
Với:
X (U)__: Đường kính chi tiết tại điểm cần đến theo phương X.
Z (W)__: Tọa độ điểm cuối theo phương Z.
F__: Tốc độ tiến dao khi cắt vật liệu.
R__: Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
R = (đường kính đầu côn - đường kính kết thúc côn)/2
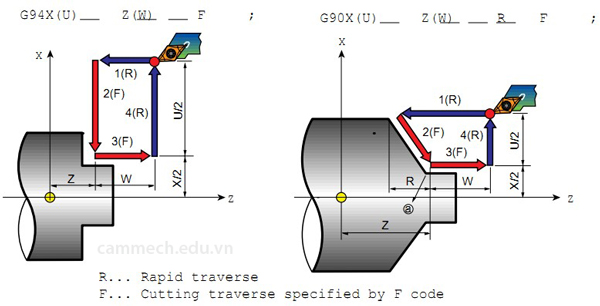
Chức năng: Tiện mặt đầu, côn dọc trục.
Cấu trúc câu lệnh:
G94 X (U)__Z (W)__R__F__;
Với:
X (U)__: Đường kính chi tiết tại điểm cần đến theo phương X.
Z (W)__: Tọa độ điểm cuối theo phương Z.
F__: Tốc độ tiến dao khi cắt vật liệu.
R__: Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
R = (đường kính đầu côn - đường kính kết thúc côn)/2
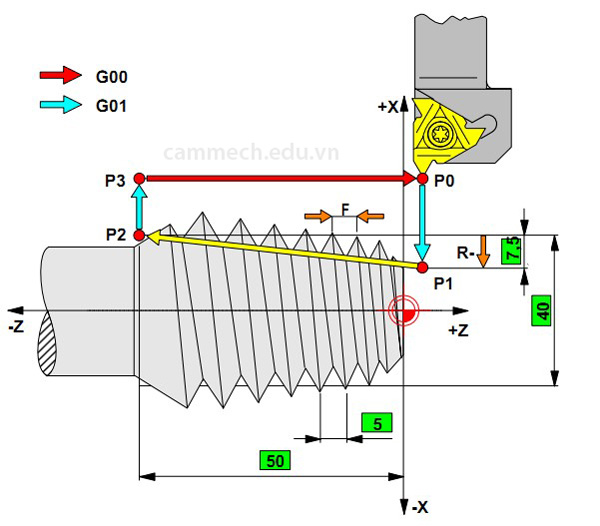
Chức năng: Tiện mặt đầu, côn dọc trục.
Cấu trúc câu lệnh:
G92 X (U)__Z (W)__R__F__;
Với:
X (U)__: Đường kính chân ren tại điểm cuối theo phương X.
Z (W)__: Tọa độ điểm cuối theo phương Z.
F__: Tốc độ tiến dao khi cắt ren, F (mm/vòng) = bước ren
R__: Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
R = (đường kính đầu côn - đường kính kết thúc côn)/2
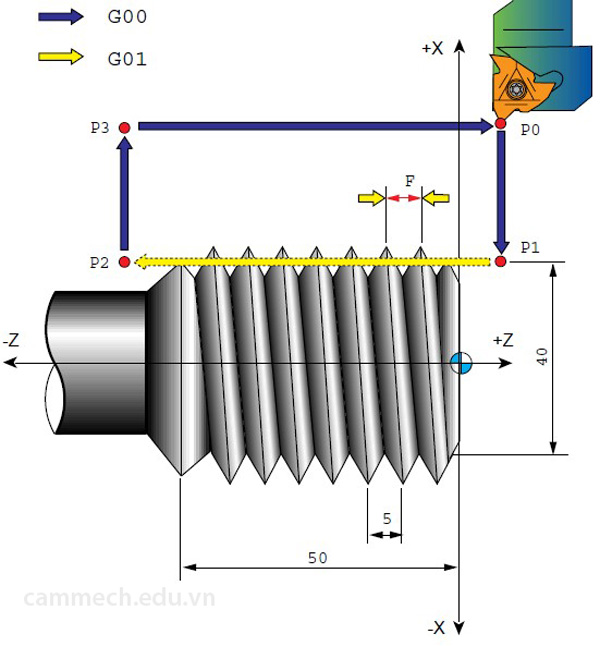
Tiện ren côn:
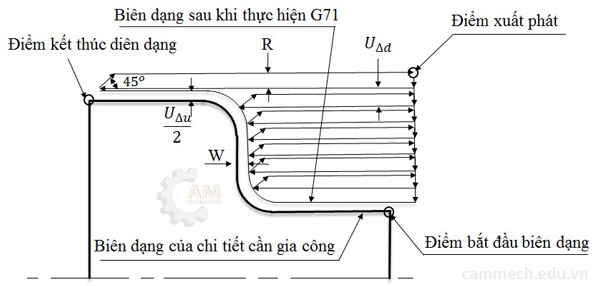
Chức năng: Tiện thô dọc trục Z theo biên dạng được mô tả.
Cấu trúc câu lệnh:
G71 U(d)_ R(e)_ ;
G71 P _ Q _ U _ W_ F_ ;
Với:
U(d): Chiều sâu mỗi lớp cắt tính theo đường kính (mm).
R(e): Khoảng lùi dao (có thể thiết lập bởi tham số N0. 718).
P: Số block bắt đầu của đoạn chương trình gia công được mô tả.
Q: Số block kết thúc của đoạn chương trình gia công được mô tả.
U: Lượng dư để lại cho chu trình tiện tinh theo phương X.
W: Lượng dư để lại cho chu trình tiện tinh theo phương Z.
F: Tốc độ tiến dao.
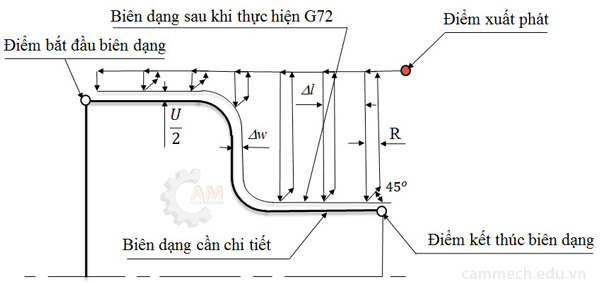
Chức năng: Tiện thô dọc trục X theo biên dạng được mô tả.
Cấu trúc câu lệnh:
G72 W(l)_ R(e)_ ;
G72 P _ Q _ U _ W_ F_ ;
Với:
W(l): Chiều sâu mỗi lớp cắt tính theo phương Z (mm).
R(e): Khoảng lùi dao (có thể thiết lập bởi tham số N0. 718).
P: Số block bắt đầu của đoạn chương trình gia công được mô tả.
Q: Số block kết thúc của đoạn chương trình gia công được mô tả.
U: Lượng dư để lại cho chu trình tiện tinh theo phương X.
W: Lượng dư để lại cho chu trình tiện tinh theo phương Z.
F: Tốc độ tiến dao.
Chức năng: Tiện thô dọc theo biên dạng của chi tiết cần gia công, với các đường chạy dao liên tiếp nhau.
Cấu trúc câu lệnh:
G73 U(d)_ W(l)_ R(e)_ ;
G73 P _ Q _ U _ W_ F_ ;
Với:
U(d): Chiều dày lượng dư theo phương X.
W(l): Chiều dày lượng dư theo phương Z.
R(e): Số lần chia (số lớp cắt thô)
P: Số block bắt đầu của đoạn chương trình gia công được mô tả.
Q: Số block kết thúc của đoạn chương trình gia công được mô tả.
U: Lượng dư để lại cho chu trình tiện tinh theo phương X.
W: Lượng dư để lại cho chu trình tiện tinh theo phương Z.
F: Tốc độ tiến dao.
.jpg)
Chức năng: Tiện tinh G70 được dùng kết hợp với các chu trình gia công thô G71, G72, G73 nhằm gia công tinh để đạt được hình dạng chi tiết gia công theo yêu cầu kỹ thuật.
Cấu trúc câu lệnh:
Với:
P : Số block đầu tiên của đoạn chương trình gia công được mô tả.
Q : Số block cuối cùng của đoạn chương trình gia công được mô tả.
F : Tốc độ tiến dao.
S : Số vòng quay trục chính.
Lưu ý:
Nếu như các giá trị F, S, T giữa ns và nf trong các block G71, G72, G73 bị vô hiệu thì ngược lại, trong G70 lại có hiệu lực.
Giữa ns và nf không được gọi chương trình con.
Trong G70, bù trừ bán kính mũi dao có hiệu lực. Trong G71, G72, G73, không có bù trừ bán kính dao.
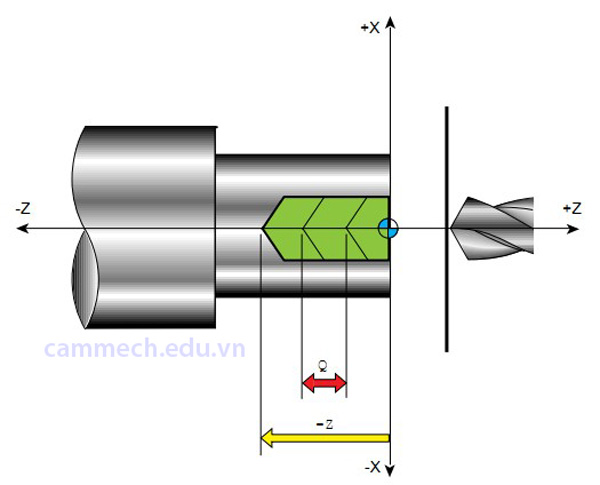
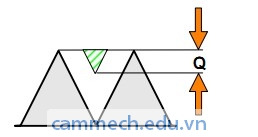
Chức năng: Tiện rãnh hay khoan lỗ mặt đầu.
Cấu trúc câu lệnh:
G74 R(e)_ ;
G74 X(U)_ Z(W)_ P _ Q _ F_ ;
Với:
R(e): Khoảng lùi dao theo phương Z
X : Tọa độ X tuyệt đối tại điểm B
U : Khoảng cách tương đối từ A đến B theo trục X
Z : Tọa độ Z tuyệt đối tại điểm C
W : Khoảng cách tương đối từ A đến C theo trục Z
P : Khoảng dịch chuyển của dụng cụ theo phương X, lập trình theo bán kính và không có dấu chấm thập phân.
Q : Chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
F : Tốc độ tiến dao.
Cấu trúc câu lệnh:
G74 R(e)_ ;
G74 Z(W) _ Q _ F_ ;
Với:
R(e): Khoảng lùi dao theo phương Z
Z : Tọa độ Z tuyệt đối tại điểm C
W : Khoảng cách tương đối từ A đến C theo trục Z
Q : Chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
F : Tốc độ tiến dao.
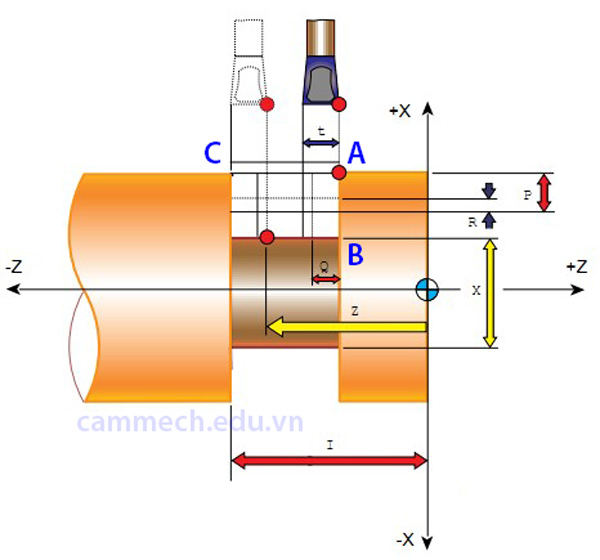
Chức năng: Tiện rãnh trụ ngoài hoặc trụ trong.
Cấu trúc câu lệnh:
G75 R(e)_ ;
G75 X(U)_ Z(W)_ P _ Q _ F_ ;
Với:
R(e): Khoảng lùi dao theo phương Z
X : Tọa độ X tuyệt đối tại điểm B
U : Khoảng cách tương đối từ A đến B theo trục X
Z : Tọa độ Z tuyệt đối tại điểm C
W : Khoảng cách tương đối từ A đến C theo trục Z
P : Khoảng dịch chuyển của dụng cụ theo phương X, lập trình theo bán kính và không có dấu chấm thập phân.
Q : Chiều sâu mỗi lần cắt theo phương Z, không có dấu chấm thập phân.
F : Tốc độ tiến dao.
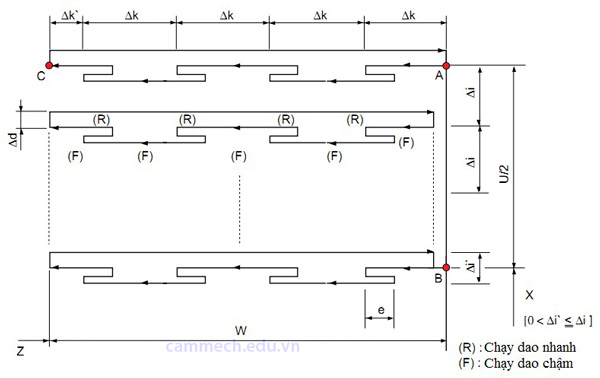
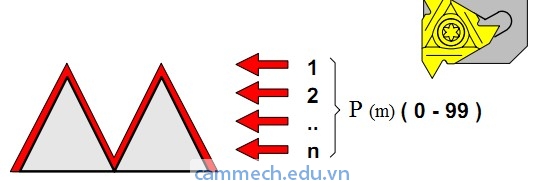
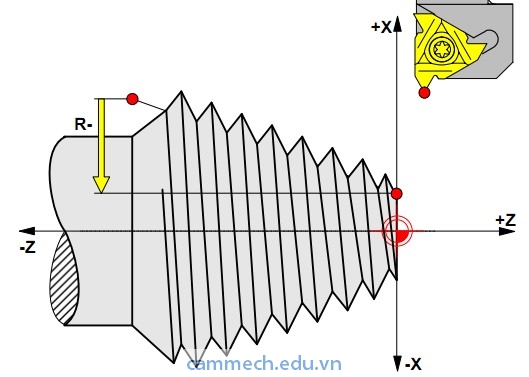
Chức năng: Dùng thực hiện nhiều lần chạy dao liên tiếp nhau để tiện ren.
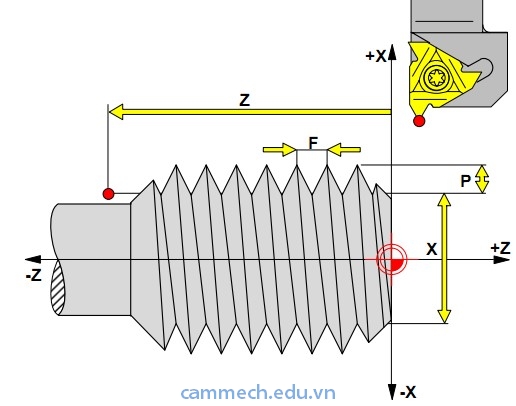
Cấu trúc câu lệnh:
G76 P (m) (a) (œ) Q(Dd min) R(d)_ ;
G76 X(u)_ Z(w)_ P(Di)_ Q(Dk)_ R (Dd)_ F(f)_ ;
Với:
P (m)_ Số lần tiện ren tinh (0-99 lần).
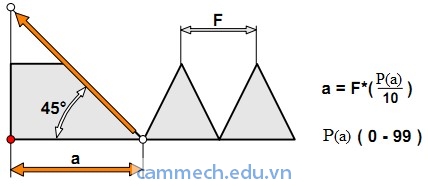
(a) _ Khoảng vuốt chân ren:
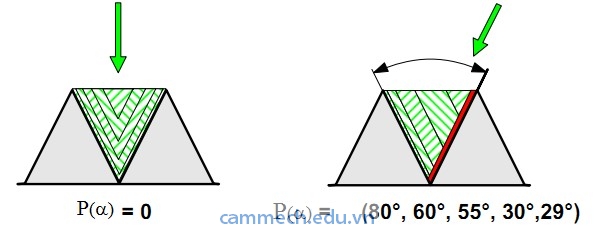
(œ) _ Góc vào dao của dao tiện ren:
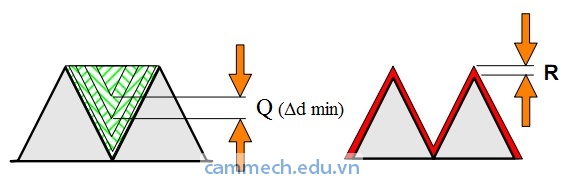
Q(Dd min)_ Chiều sâu cắt nhỏ nhất (Q1000 =1 mm) .
R(d)_ Lượng dư gia công tinh (R1000 = 1 mm) .
X(u)_ Đường kính chân ren theo phương X.
X(u) = đường kính đỉnh ren - 1.3 * bước ren
hoặc X(u) = đường kính đỉnh ren - 2 * chiều cao ren
P(Di)_Chiều cao ren (tính theo bán kính và luôn dương, không dấu chấp thập phân, P1000 =1 mm)
Ren hệ Mét:
(chiều cao ren ngoài = 0.6134 * bước ren)
(chiều cao ren trong = 0.5413 * bước ren)
Ví dụ: chiều rao ren ta tính được = 3.95 mm thì ta viết P3950
Q(Dk)_ Chiều sâu lớp cắt đầu tiên (tính theo bán kính và luôn dương).
R (Dd)_ Độ sai lệnh bán kính mặt đầu côn và mặt kết thúc côn, giá trị này có thể âm hoặc dương.
F(f)_ Tốc độ tiến dao: F (mm/vòng) = bước ren
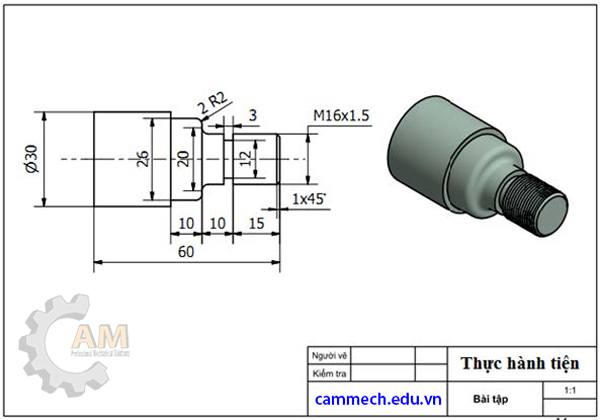
Bài tập ví dụ về lập trình Tiện CNC:
Chương trình tiện CNC:
%
O0008
G21G40G80
T0101
G0X35.
Z2.
G97S1200M3
M8
G71U0.5R1.
G71P1Q2U0.4W0.2F0.2
N1G1X14.
Z0.
X16.Z-2
G01Z-23.
G02X20.Z-25.R2.
G01X22.
G03X26.Z-27.R2.
G01Z-35.
X30.
Z-35.
N2X35.
G28U0.W0.
T0202
G0X18.
Z-18.
G75R1.
G75X12.Z-18.P500Q0F0.1
G0X35.
Z5.
G28U0.W0.
T0303
G0Z2.
X17.
G76P011060Q100R50
G76X13.4Z-15.P1226Q200F2.
M9
G28U0.W0.
M5
M30
%
Viết chương trình Tiện CNC trên phần mềm Cimco như sau:
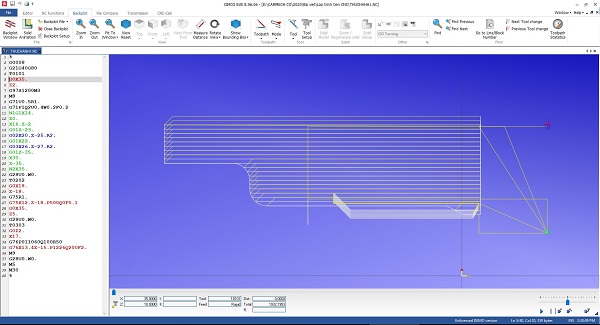
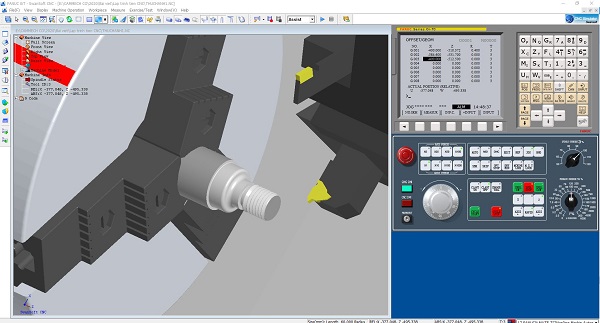
Mô phỏng chương trình Tiện CNC trên phần mềm SSCNC:
Bài viết trên đã tổng hợp tất cả kiến thức về lập trình tiện CNC trên hệ FANUC. Nếu bạn muốn có thể thành thạo lập trình Tiện CNC tốt hơn, nhanh hơn thì có thể tham khảo khóa học Tiện CNC của trung tâm CAMMECH.
Dạy vận hành máy CNC và lập trình CNC.
Khóa học đào tạo kèm riêng từng người đến khi thành thạo.
Thực hành trên máy Tiện CNC thực tế.
Thời gian học, lịch học do bạn tự chọn
Bạn có thể tham khảo theo link sau: https://cammech.edu.vn/van-hanh-may-cnc-2-2.html
Chân thành cảm ơn bạn đã quan tâm đến các khóa học của CAMMECH! Chúc bạn thành công!

Bạn sẽ đạt được gì sau khóa học:
Thành thạo Lập trình G-Code & Vận hành máy CNC.
Tích lũy kinh nghiệm thực chiến trên máy thật.
Rút ngắn thời gian học nhờ phương pháp Dạy Kèm 1-1.
Cấp Chứng chỉ & Giới thiệu việc làm ngay.
Hỗ trợ miễn phí sau khoá học.
HỌC KÈM RIÊNG ĐẾN KHI THÀNH THẠO RA NGHỀ
HỌC VIÊN TỰ CHỌN THỜI GIAN HỌC, LỊCH HỌC
LỚP MỞ HẰNG NGÀY, ĐĂNG KÝ LÀ ĐI HỌC NGAY
CHÚ TRỌNG KẾT HỢP LÝ THUYẾT VÀ THỰC HÀNH
BÀI GIẢNG CHUẨN QUỐC TẾ, MÁY MÓC HIỆN ĐẠI
ĐÁP ỨNG NHU CẦU HỌC CẤP TỐC, ONLINE TỪ XA
NHIỀU ƯU ĐÃI HỌC PHÍ HẤP DẪN CỦA KHÓA HỌC
GIẢI ĐÁP THẮC MẮC, HỖ TRỢ HỌC LẠI MIỄN PHÍ
CẤP CHỨNG CHỈ KHÓA HỌC, HỖ TRỢ VIỆC LÀM
0938885911
0903111667
Chúng Tôi Sẵn Sàng Tư Vấn Khóa Học Cho Bạn

